- 台州黄岩昕阳塑模有限公司
- 13957617272


产品描述
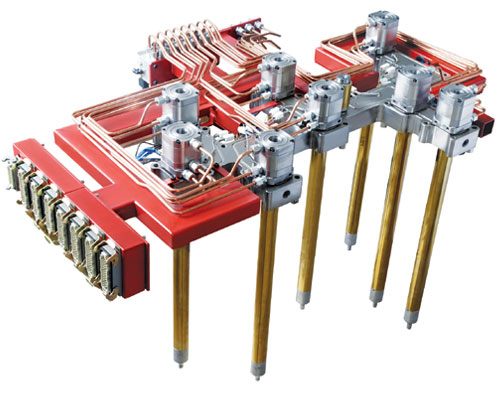
热流道注射模是无流道凝料注射模中较常见的一种。浇注系统凝料的存在不仅浪费原材料和增大注射机的能耗,而且也增加了流道赘物处理工序,而采用无流道凝料的注射成型方法则可降低生产总成本。热塑性塑料的无流道凝料注射成型是对模具的浇注系统采用绝热或加热方法,浙江多腔热流道价格表,使塑料熔体始终保护熔融状态,浙江多腔热流道价格表,从而避免产生浇注系统凝料。热固性塑料的无流道凝料注射模与热塑性塑料成型相仿,也是使浇注系统塑料熔体不固化,维持可流动状态,浙江多腔热流道价格表。热固性塑料的无流道凝料注射使用温流道注射模。热流道模具内分形结构的模具生产出来的保险杠模具设计理念更加先进。浙江多腔热流道价格表
一般说来,热流道系统分为单头热流道系统、多头热流道系统以及阀浇口热流道系统。单头热流道系统主要由单个喷嘴、喷嘴头、喷嘴连接板、温控系统等组成。单头热流道系统塑料模具结构较简单。将熔融状态塑料由注塑机注入喷嘴连接板,经喷嘴到达喷嘴头后,注入型腔。需要控制尺寸d、D、L和通过调整喷嘴连接板的厚度尺寸,使定模固定板压紧喷嘴连接板的端面,控制喷嘴的轴向位移,或者直接利用注塑机喷嘴**住喷嘴连接板的端面,也可达到同样目的。在定模固定板的合适位置设置一条引线槽,让电源线从模具内引出与安装在模具上的接线座连接。江苏国产热流道哪家专业热流道模具当上下模合拢时,冲压工序就完成了。
较小型腔距离会受到热流道元件如喷嘴之间较小距离尺寸的限制。所以用户在设计型腔距离很近的模具时,要注意检查较小允许喷嘴距离。以避免模具设计返工。加工塑料的种类在选择热流道系统时,加工塑料的种类是一个非常重要的考虑因素。若加工玻璃增强的塑料(如玻璃增强尼龙材料等)就应选用耐磨性好的浇口镶件。若加工容易热分解的塑料(如PVC)就应选用浇道通畅,没有流动死角的热流道系统。若加工流动性差的塑料(如PC)就应考虑选用较大的喷嘴系列,及在热流道板中使用较大的浇道截面尺寸等。
节省塑料原料在纯热流道模具中因没有冷浇道,所以无生产费料。这对于塑料价格贵的应用项目意义尤其重大。事实上,国际上主要的热流道生产厂商均在世界上石油及塑料原料价格昂贵的年代得到了迅猛的发展。因为热流道技术是减少费料降低材料费的有效途径。减少废品,提高产品质量在热流道模具成型过程中,塑料熔体温度在流道系统里得到准确地控制。塑料可以更为均匀一致的状态流入各模腔,其结果是品质一致的零件。热流道成型的零件浇口质量好,脱模后残余应力低,零件变形小。热流道模具结构设计比较合理化。
热流道供应商常常按照加工塑件尺寸重量大小的不同,将其热流道元件制成产品系列。如大的塑件使用大尺寸的喷嘴加工,小的塑件用小尺寸的喷嘴加工。所以用户在正确地选择热流道类型(既是选用热尖式还是及阀式系统)以后,就是热流道产品系列的选择。并由此决定模具的结构尺寸与设计制造。如果热流道产品系列选择的不正确,到了模具加工后期或在塑件生产时才发现,其错误是非常严重并很难挽救的。为帮助正确地选择热流道产品系列,每个热流道供应商都有一些指导性的技术文件供使用参考。用户应与热流道供应商密切合作,选择好热流道产品系列。 热流道模具的传动方式由皮带和直线导轨辅助完成。上海开放式热流道报价
热流道模具内部结构分为:同步带式和滚珠螺杆式。浙江多腔热流道价格表
有的热流道供应商在将其热流道系统发货给用户之前,会对系统进行一定的测试。对非常重要的应用项目甚至会进行实际注塑成型实验。但每个热流道供应商在热流道系统发货前的测试范围是不一样的。用户应予以了解,做到心中有数。用户若需要购买大尺寸复杂的热流道系统,或加工对温度敏感,加工参数范围狭窄的塑料,则应选择具有多区域分别控温的热流道设计方案。这样用户可根据需要对温度分布进行局部调整和控制。一个理想的热流道系统应该有均匀一致的温度分布。但实际上会有多种原因导致热流道各处温度的不同。如热流道加热元件的质量原因,热流道系统与模具结合配合处热量的过度丧失,塑料溶体在热流道里各处剪切热的不同等。热流道系统尺寸越大越复杂,就越应该选择具多区域温度控制的热流道系统。 浙江多腔热流道价格表
台州黄岩昕阳塑模有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。台州昕阳塑模公司是一家有限责任公司企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。公司拥有专业的技术团队,具有热流道,温控箱等多项业务。台州昕阳塑模公司自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。
友情链接