- 台州黄岩昕阳塑模有限公司
- 13957617272


产品描述
热流道根据塑件的生产批量和注射设备的吨位大小,确定每模的腔数。由已确定的进料口位置和每模的腔数确定喷嘴的个数。如果成形某一产品,选择一模一件一个进料口,则只要一个喷嘴,即选用单头热流道系统;如果成形某一产品,选择一模多腔或一模一腔二个以上进料口,则就要多个喷嘴,即选用多头热流道系统,但对有横流道的模具结构除外。根据塑件重量和喷嘴个数,舟山热流道厂家价格,确定喷嘴径向尺寸的大小,舟山热流道厂家价格,舟山热流道厂家价格。相同形式的喷嘴有多个尺寸系列,分别满足不同重量范围内的塑件成形要求。在热流道模具成型过程中,塑料熔体温度在流道系统里得到准确地控制。舟山热流道厂家价格
阀式系统允许用户在适当时关闭早期充满的型腔浇口,以避免这些型腔的充模过度问题。型腔与热浇道体积的比例关系与型腔体积相比,热流道系统的浇道体积不可过大。否则塑料溶体在热流道系统里停留时间过长,会产生热分解。无法生产合格塑件。如果塑料制件重量实在太小,就应采用冷热浇道并用的方案。因使用冷浇道后注射量增大,有助于改进型腔与热浇道体积的比例关系,缩短塑料溶体在热流道系统里停留时间。采用试用模具热流道模具比较贵重,尤其是高型腔数的热流道模具(如96,128型腔等),价格就更高。台州精控热流道制造商热流道分类:开放式(用于微型半热流道)、针阀式。
北美,欧洲虽然模具制造水平较高,但价格较高交货期较长。相比之下,亚洲的热流道模具制造商在价格与交货期上更具竞争性。而中国的热流道模具尚处于起步阶段,但是正在快速增长,比例不断提高。部分的漏料情况,并不是因为系统设计不良,而是由于未按照设计参数操作。漏料通常发生在热嘴和分流板间的密封处。根据一般热流道的设计规范,热咀处都有一个钢性边缘,确保热嘴组件的高度小于热流道板上的实际槽深。设计这个尺寸差(通常称为冷间隙)的目的,在于当系统处于操作温度时,避免热膨胀导致部件损坏。
热流道注射模是无流道凝料注射模中较常见的一种。浇注系统凝料的存在不仅浪费原材料和增大注射机的能耗,而且也增加了流道赘物处理工序,而采用无流道凝料的注射成型方法则可降低生产总成本。热塑性塑料的无流道凝料注射成型是对模具的浇注系统采用绝热或加热方法,使塑料熔体始终保护熔融状态,从而避免产生浇注系统凝料。热固性塑料的无流道凝料注射模与热塑性塑料成型相仿,也是使浇注系统塑料熔体不固化,维持可流动状态。热固性塑料的无流道凝料注射使用温流道注射模。在流道附近或中心设有加热棒和加热圈。
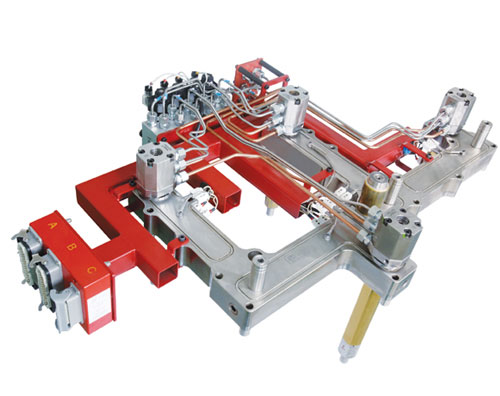
热流道根据塑件结构确定模具结构尺寸,再根据定模镶块和定模板的厚度尺寸选择喷嘴标准长度系列尺寸,后面修整定模板的厚度尺寸及其他与热流道系统相关的尺寸。根据热流道板的形状确定热流道固定板的形状,在其板上布置电源线引线槽,并在热流道板、喷嘴、喷嘴头附近设计足够的冷却水环路。完成热流道系统塑料模具的设计图绘制。成熟的热流道系统,必须考虑到热流道系统与塑料模具的配合程度,即热半模的设计。热半模是指专业化热流道厂家为客户加工的精密热流道系统,具有维修简单方便,配合精度高,加工快捷等特点..降低注塑压力和锁模力。热流道模具的受力部分主要集中在中下部和两侧。苏州多腔热流道系统报价
热流道模具与马达的连接方式分为:间接式和直接式两种。舟山热流道厂家价格
热流道的设计程序,根据塑件结构和使用要求,确定进料口位置。只要塑件结构允许,在定模镶块内喷嘴和喷嘴头不与成型结构干涉,热流道系统的进料口可放置在塑件的任何位置上。常规塑件注射成形的进料口位置通常根据经验选择。对于大而复杂的异型塑件,注射成形的进料口位置可运用计算机辅助分析(CAE)模拟熔融状塑料在型腔内的流动情况,分析模具各部位的冷却效果,确定比较理想的进料口位置。*二,确定热流道系统的喷嘴头形式。塑件材料和产品的使用特性是选择喷嘴头形式的关键因素,塑件的生产批量和模具的制造成本也是选择喷嘴头形式的重要因素。舟山热流道厂家价格
友情链接