- 台州黄岩昕阳塑模有限公司
- 13957617272


产品描述
热流道系统分为绝热流道(fullyhotrunner)和微型半热流道系统(semihotrunner)。绝热流道的设计复杂,但效果好和维护成本非常低。微型半热流道结构化繁为简,稳定好用,故障率低,因结构简单因而维护成本低,对生产的稳定进行有更大保证。开放式结构简单,适用于微型半热流道,不适于绝热流道,绝热流道对材料的局限性较高,上海单点热流道服务,而且直接接触到产品表面,易出现拉丝和泄露,表面质量差;微型半热流道不接触产品而是接触到微小流道,所以可以使用开放式热喷嘴,在国外的高精密模具中应用较多,上海单点热流道服务。在热流道模具应用中塑料温度的控制较为重要。许多生产过程中出现的加工及产品质量问题直接来源于热流道系统温度控制的不好,上海单点热流道服务。如使用热针式浇口方法注塑成型时产品浇口质量差问题,阀式浇口方法成型时阀针关闭困难问题,多型腔模具中的零件填充时间及质量不一致问题等。如果可能应尽量选择具备多区域分别控温的热流道系统,以增加使用的灵活性及应变能力。冷却下没有有效的密封是造成热流道漏料的原因。上海单点热流道服务
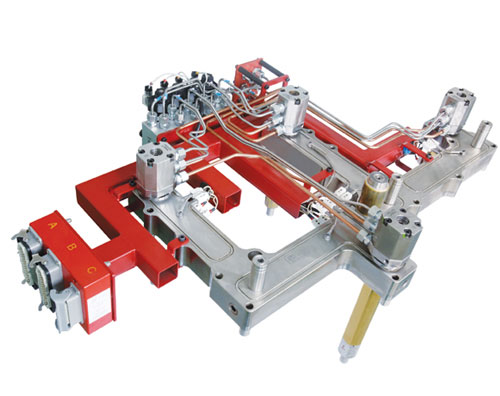
热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节约原料,所以热流道模具在当今世界各工业发达国家和地区均得到较为普遍的应用。热流道系统分为绝热流道(fullyhotrunner)和微型半热流道系统(semihotrunner)。绝热流道的设计复杂,但效果好和维护成本非常低。微型半热流道结构化繁为简,稳定好用,故障率低,因结构简单因而维护成本低,对生产的稳定进行有更大保证。因没有浇道系统冷却时间的限制,制件成型固化后便可及时**出。许多用热流道模具生产的薄壁零件成型周期可在5秒钟以下。在纯热流道模具中因没有冷浇道,所以无生产费料。这对于塑料价格贵的应用项目意义尤其重大。事实上,国际上主要的热流道生产厂商均在世界上石油及塑料原料价格昂贵的年代得到了迅猛的发展。因为热流道技术是减少费料降低材料费的有效途径。苏州国内热流道应用塑料在热流道系统中要流动平衡,这一点很重要。
模具制造公司在设计制做热流道模具时,不是简单地到热流道供应商买一个热流道系统装到模具上就完了。其实在模具制造公司和热流道供应商之间,从热流道模具的概念设计阶段,至模具的实际制做过程,到之后模具的使用,都存在着很多细致密切的在技术与商业方面上的协调与合作。所以模具制造公司和模具用户应选择好热流道供应商。在选择一个热流道供应商时,要重点考察两个基本方面,一是该热流道供应商生产的热流道元件的品种数量与质量,二是该热流道供应商在模具用户所在地区的技术支持与售后服务。其实在每种类型中又可细分为很多产品系列。如热尖式喷嘴(NOZZLE)中的浇道截面直径可经常由4毫米到12毫米不等,喷嘴也随之做成大小不同的产品系列。喷嘴浇口镶件也有很多变体,以满足不同的应用要求。所以欲选的热流道供应商的产品系列越丰富越好。这样用户可以有更大的热流道元件的选择性,用热流道生产的塑件种类,尺寸重量与应用范围也就更广,更有利于优化注塑生产过程,提高产品质量。
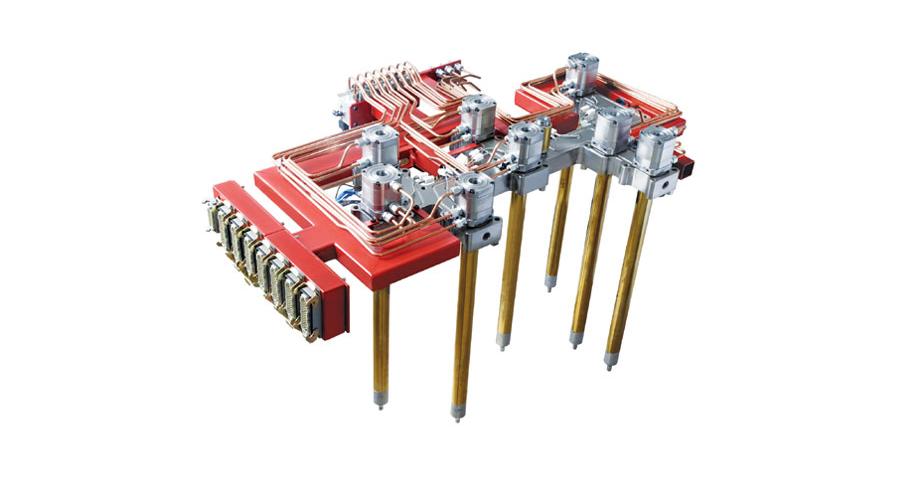
热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节约原料,所以热流道模具在当今世界各工业发达国家和地区均得到较为普遍的应用。热流道系统分为绝热流道(fullyhotrunner)和微型半热流道系统(semihotrunner)。绝热流道的设计复杂,但效果好和维护成本非常低。微型半热流道结构化繁为简,稳定好用,故障率低,因结构简单因而维护成本低,对生产的稳定进行有更大保证。因没有浇道系统冷却时间的限制,制件成型固化后便可及时**出。许多用热流道模具生产的薄壁零件成型周期可在5秒钟以下。在纯热流道模具中因没有冷浇道,所以无生产费料。这对于塑料价格贵的应用项目意义尤其重大。事实上,国际上主要的热流道生产厂商均在世界上石油及塑料原料价格昂贵的年代得到了迅猛的发展。因为热流道技术是减少费料降低材料费的有效途径。热流道模具的设计理念更加的先进。
热流道在后结晶化继续进行,直到回复原本此部份的密度为止。因此可以了解后结晶化与后收缩是相关连的,后结晶化和后收缩也是造成成形品弯曲变形和尺寸变化(成形品变小)的原因。模穴表面温度高的话,成形收缩起初很大,热处理时却少有变化。因此,在很高的模具表面温度下做出的成形品,虽然在高温下使用,但其尺寸安定性却很好。因此,决定结晶性塑胶的模穴尺寸时,必需要考虑后结晶、后收缩的关系,而重要的是,模穴表面温度从成形开始就要正确地掌握。热流道模具定位系统的可重复性指企图连续经过某一特定位置时实际定位位置的变化程度。上海单点热流道服务
热流道模具一般单轴使用的都是以直线往复动作为主。上海单点热流道服务
热流道系统中的注塑压力损失不容忽视。许多热流道模具用户有一种误解,既认为冷流道相比,热流道的注塑压力损失要小很多。原因是位于热流道里的塑料溶体在整个注塑过程中始终是热的。其实很多时候情况正好相反。在热流道模具中由于热流道结构设计的需要,会使溶体在热流道系统里的流动距离有效增加。因此热流道系统中的注塑压力损失也往往较大。在实际应用中,由于热流道系统中注塑压力损失过大,造成注塑成型困难的情况是很多的。所以对加工流动性差的塑料(如PC,POM等),溶体在热流道系统里的流动距离大的,或制件重量大等情况,都应采用CAE软件进行流道分析计算。侧重于流道分析计算的CAE软件有MoldCAE等。 上海单点热流道服务
台州黄岩昕阳塑模有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。公司始终坚持客户需求**的原则,致力于提供高质量的热流道,温控箱。台州昕阳塑模公司以创造高品质产品及服务的理念,打造高指标的服务,引导行业的发展。
友情链接